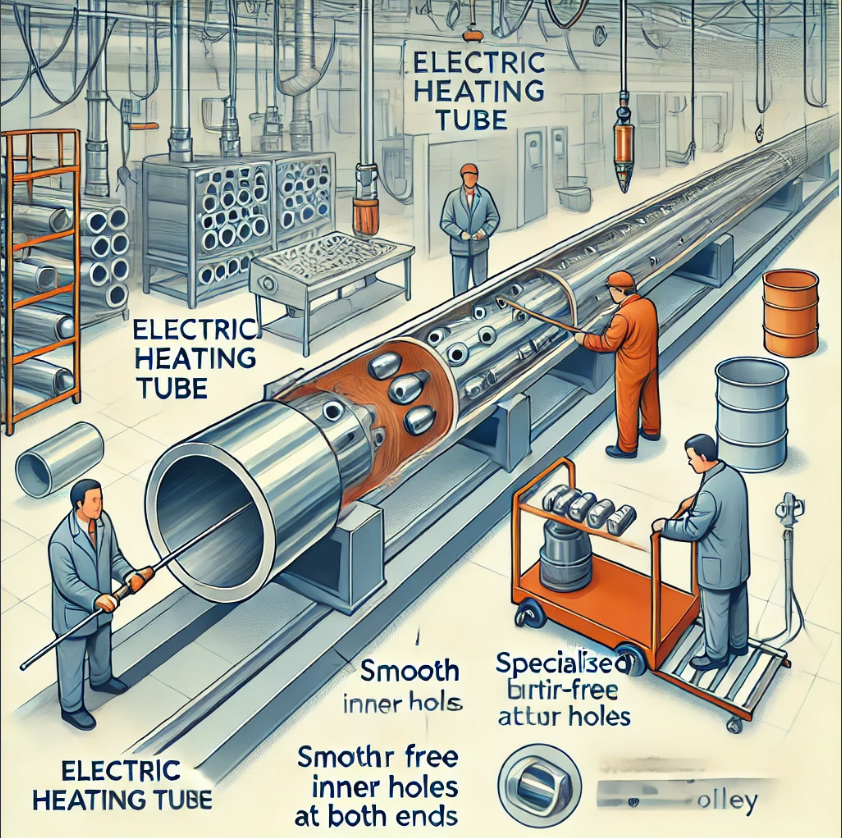
Chamfering (Deburring)
Chamfering (deburring) is a critical step in the production process of electric heating tubes. Its purpose is to ensure that the inner holes at both ends of the tube are smooth and free of burrs, which enhances the tube’s sealing and extends its service life. Below is a detailed process and requirements for chamfering:
Operation Process
- Inner Hole Chamfering:
– Use a specialized drill bit and trolley to chamfer the inner holes at both ends of the electric heating tube, with the chamfer size being 0.3×45°.
– During the chamfering process, ensure that the inner hole is free of burrs to prevent sealing issues or damage during subsequent processing or use.
- Inspection and Handling:
– After chamfering, use a brush to initially clean the inner wall of the tube, ensuring no residual burrs or debris.
– If burrs are still present, repeat the chamfering process until the standard of no burrs is met.
Equipment and Tools
Drill Bit:A specialized tool for chamfering operations, ensuring that the specifications and precision meet the process requirements.
Trolley:Equipment used to fix and support the tube, ensuring stability and safety during the operation.
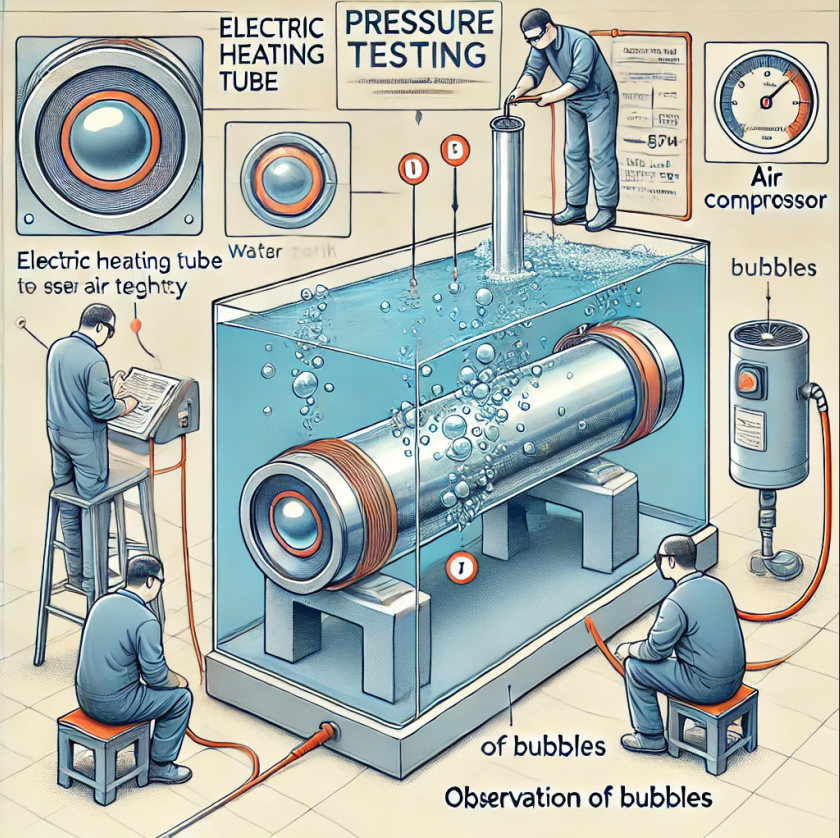
Pressure Testing
Pressure testing is a crucial step to ensure the sealing of the electric heating tube by detecting its sealing performance and air tightness through pressurization.
Operation Process
- Pressure Application:
– Use compressed air to pressurize the tube, with a pressure range of 6-7 kgf/cm².
– Immerse the pressurized tube in a water tank and carefully observe for any bubbles. The presence of bubbles indicates a leak, requiring further inspection and repair.
- Recording and Analysis:
– Record any issues observed during the pressure test in detail and analyze possible causes and solutions.
– For tubes that leak, re-chamfer or seal them until the pressure test is passed.
Equipment and Tools
Air Compressor: Equipment providing compressed air, ensuring stable pressure during the test.
Water Tank: Equipment used for soaking and detecting the tube, facilitating bubble observation.
External Pressure Gauge: Used to monitor the pressure during the test, ensuring operation accuracy.
ube Cleaning
Cleaning the tube is necessary to remove dirt and residues from the inner wall, ensuring the cleanliness and performance of the electric heating tube.
Operation Process
- Preliminary Cleaning:
– Use a long-handled brush to scrub the inner wall of the tube back and forth twice, ensuring initial cleaning.
– If the inner wall is particularly dirty, use a stainless steel wire ball to scrub, ensuring thorough removal of dirt.
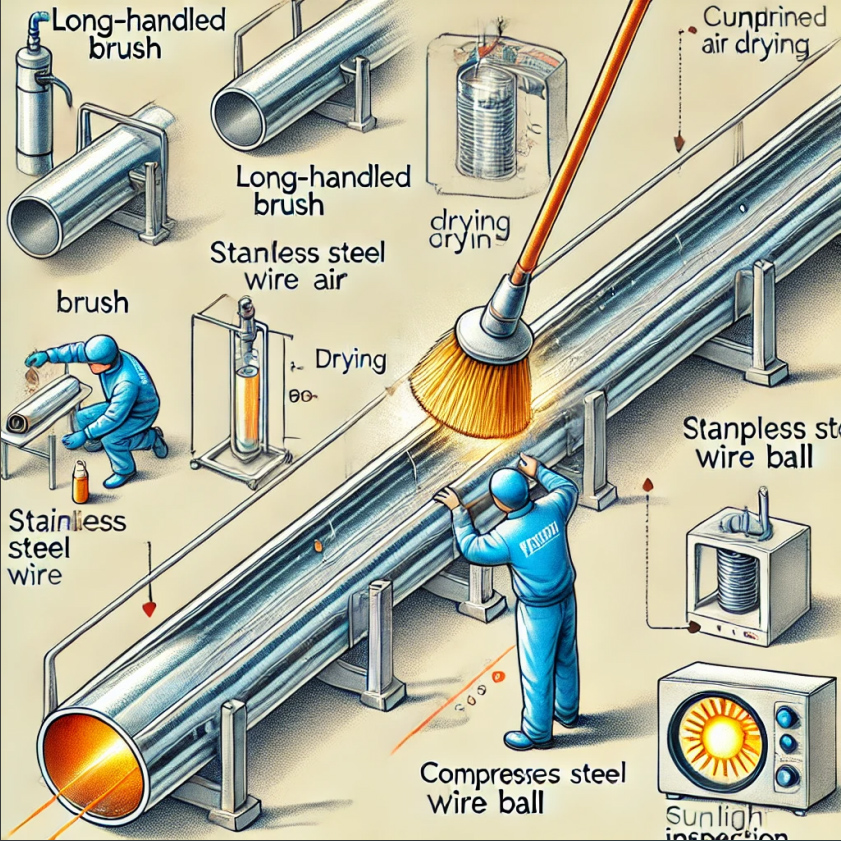
- Drying Treatment:
– Use compressed air to blow out any residual water and cleaning substances from the tube, ensuring the inner wall is dry and residue-free.
– Observe the inner wall under sunlight to ensure no residual dirt or cleaning agents are left.
Equipment and Tools
Long-Handled Brush: Used for initial cleaning, with various sizes available to suit different tube diameters.
Stainless Steel Wire Ball:Used for deep cleaning, suitable for particularly dirty inner walls.
Compressed Air Equipment: Used for drying treatment, ensuring the inner wall is free of residual water.
Quality Control
Strict quality control measures must be implemented throughout the chamfering and cleaning process to ensure each step meets the process standards and requirements.
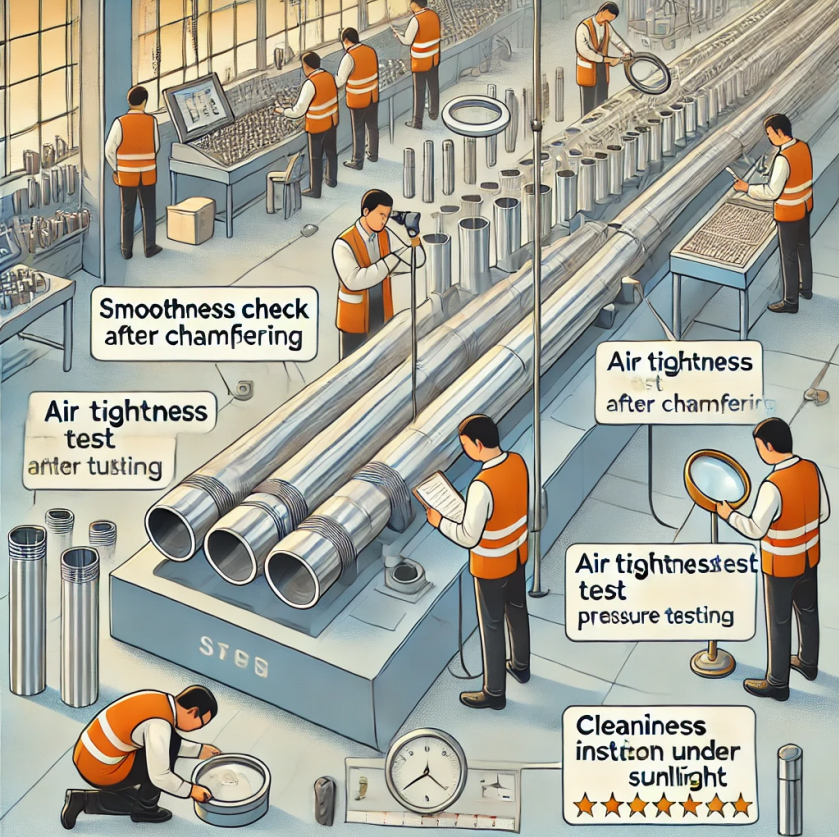
Quality Inspection
Inner Hole Smoothness Check: Ensure that the inner hole is smooth and burr-free after chamfering.
Air Tightness Test: Ensure that the tube has no leakage through pressure testing.
Cleanliness Check: Ensure that the inner wall of the tube is clean and free of residues through sunlight observation.
Recording and Tracking
– Keep detailed records of each batch’s chamfering, pressure testing, and cleaning operations to ensure traceability.
– Track and analyze problems and solutions to continuously improve the process.
Chamfering and cleaning, as essential processes in the production line of electric heating tubes, directly affect the quality and performance of the tubes, as well as their service life and safety. By strictly following the operation procedures and quality control measures, the production quality of electric heating tubes can be effectively improved, meeting market and customer demands.